



RTO蓄热炉
RTO是一种通过高温氧化分解有机废气(VOCs)的高效环保设备,其核心原理基于蓄热—氧化—热回收的循环机制,热效率达95%以上,净化效率超99%。
 13921326188 13901534319
13921326188 13901534319
- 产品参数
13921326188 13901534319
—— 设备简介 ——
—————————————————————————————————————————————————
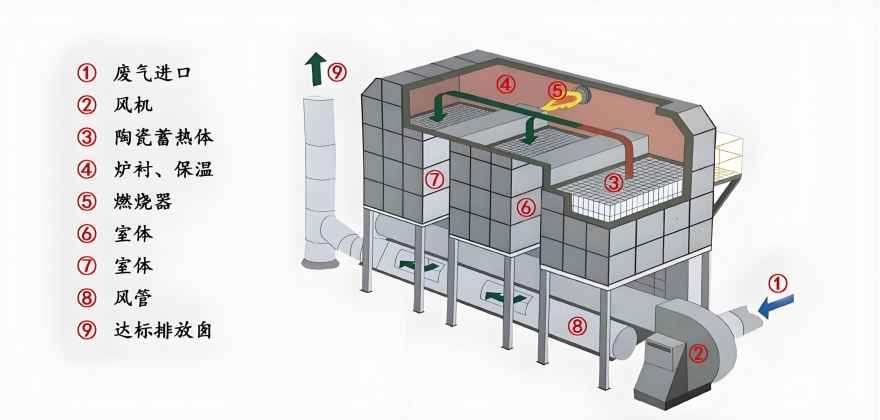
RTO 由三大核心模块组成:蓄热陶瓷床系统、燃烧氧化室和气动切换阀组。当有机废气进入蓄热模块时,其与陶瓷蓄热体进行热交换,通过这个过程废气被预热。预热后的废气进入燃烧室,同时由燃料供应系统供给足够的燃料进行燃烧。在燃烧室中,废气中的有机污染物会被氧化成水蒸气和二氧化碳。氧化反应释放的热量会再次经过陶瓷蓄热体被吸收,为下一循环预热废气做准备。
—— RTO系统关键部件 —— —————————————————————————————————————————————————

1、蓄热体
蓄热体也称蓄热填充物,是RTO装置中的一个重要组成部分,通常采用蜂窝陶瓷材质;它相当于一个换热器,作用是:当冷的废气通过热的蓄热体时,蓄热体将储存的热量释放,使废气加热到所需的预热温度而蓄热体本身被冷却(冷周期);预热后的气体进入燃烧室,经反应后热的净化气通过冷的蓄热体时,蓄热体吸收净化气体的热量,使气体冷却而蓄热体本身被加热(热周期)。
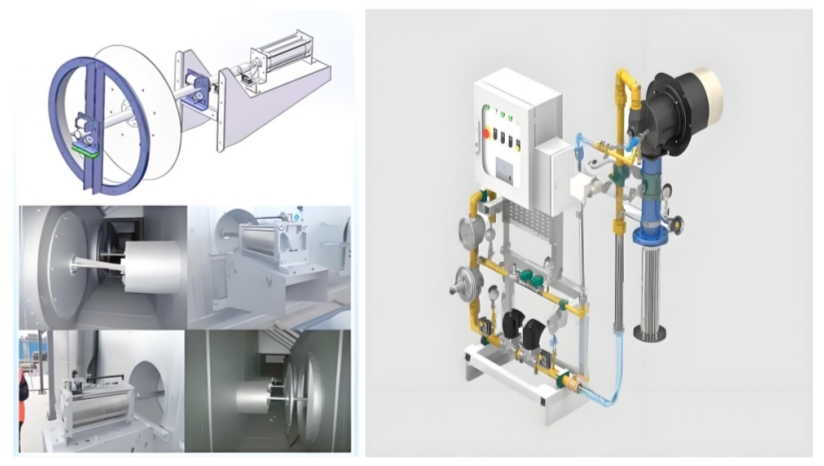
2、切换阀
切换阀是RTO焚烧炉进行循2环热交换的关键部件,负责在特定时刻进行精确切换,其稳定性和可靠性至关重要。切换阀具有精度高、泄漏量低、寿命长、启闭快、可靠性高等特点。切换阀门的精确控制能够确保RTO焚烧炉在不同状态之间平稳切换,从而提高整体运行效率。
3、烧嘴
燃烧器是RTO焚烧炉中的关键设备之一,它的主要任务是确保气体与燃料能够适度混合,避免过快混合导致局部高温,同时也要防止混合过慢引发的燃料二次燃烧或燃烧不充分的问题。为了在低氧环境下实现燃料的稳定燃烧,必须精心考虑燃料与气体间的扩散、与炉内废气的混合,以及射流的角度和深度。这些关键参数需要在设计阶段就根据实际工艺需求进行精确计算,以确保RTO焚烧炉能够达到理想的焚烧效果。
—— RTO系统工艺流程 ——
—————————————————————————————————————————————————
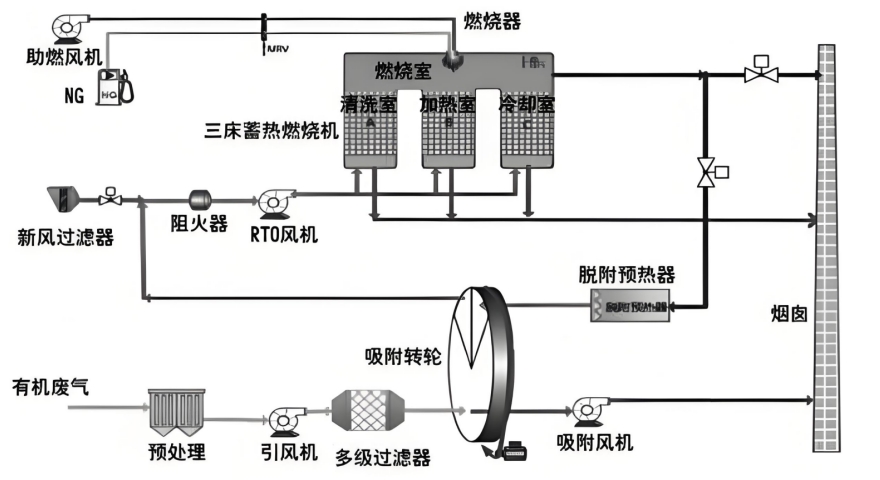
针对于喷涂、涂布、半导体制造、汽车制造、包装印刷等连续生产行业,单套系统处理量通常在5000~200,000 m³/h,其入口VOCs浓度低于1000 mg/m³,浓缩后可达5~40倍。针对这类废气集中收集后,采用沸石转轮浓缩+RTO组合工艺,将大风量废气浓缩至小风量高浓度后,可大幅减少RTO/CO等终端设备规模及运行能耗。
—— RTO系统工作原理 ——
—————————————————————————————————————————————————
RTO 蓄热式焚烧炉的工作原理:有机废气预处理后,加热到760℃以上,使废气中的挥发性有机物(VOCs)氧化分解成二氧化碳和水。它的工作过程是通过高温氧化、蓄热再生和切换阀等关键技术实现的。RTO设备内部装有陶瓷蓄热体,废气先经过预热区,吸收蓄热体储存的热量,温度快速升高,然后进入燃烧室,在高温下氧化反应发生,VOCs被分解。氧化后的高温气体再经过蓄热区,释放热量,将陶瓷蓄热体加热,为下一次预热废气做准备。通过切换阀的定时切换,两个蓄热室交替进行预热和放热,实现热量的循环利用,大大提高了能源利用效率,降低了运行成本。
陶瓷蓄热室应分成两个或以上,每个蓄热室依次经历蓄热-放热-清扫等程序,周而复始,连续工作。
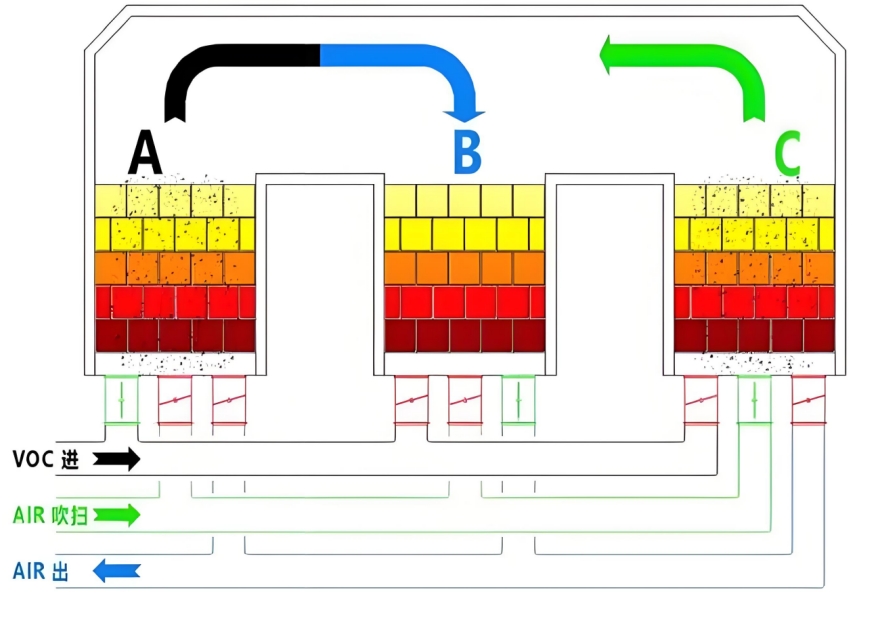
以三室RTO为例,其一个运行周期内,各阀门状态如下表:
其中:↑表示废气进口阀门开;↓表示烟气出口阀门开;○表示废气吹扫阀门开;
蓄热室 A | 蓄热室B | 蓄热室C |
↑ | ↓ | ○ |
○ | ↑ | ↓ |
↓ | ○ | ↑ |
↑ | ↓ | ○ |
—— (RTO)系统应用范围 ——
—————————————————————————————————————————————————
RTO蓄热式焚烧炉以其独特的性能和优势,在多个行业得到了广泛应用:
1. 石油化工行业:处理炼油、储运等环节产生的废气,如烃类、硫化物等。
2. 制药行业:处理制药过程中产生的废气,如有机溶剂、酸碱废气等。
3. 印刷行业:处理印刷过程中产生的油墨废气,如苯、甲苯等。
4. 电子行业:处理电子元件生产过程中产生的废气,如有机废气、酸性废气等。
5. 其他行业:如橡胶、塑料、涂装等行业产生的废气,RTO也能够进行有效处理。
除此之外,RTO蓄热式焚烧炉还可以与其他废气处理设备组合使用,如除尘器、湿式脱硫装置等,形成更加完善的废气处理系统,提高废气处理的效率和效果。
—— (RTO)系统核心优势 ——
—————————————————————————————————————————————————
1、高效净化能力
l 去除率:VOCs去除率≥99%,二噁英分解率>99.99%;
l 广谱适用性:可处理烷烃、烯烃、醇类、酮类等12大类有机废气,适应浓度范围100~20,000 ppm;
2、能源回收效率
l 热回收率:通过陶瓷蓄热体实现95%以上热回收;
l 燃料节省:浓度≥0.45%时实现自供热运行,无需外部燃料补充。
3、运行稳定性与经济性
l 维护周期:陶瓷蓄热体寿命3-5年,阀门密封件更换周期>8000小时;
l 长期成本:相比催化燃烧(RCO),综合能耗降低40%-60%
4、智能化与安全性
l 控制技术:集成PLC自动控制,支持远程监控与故障预警;
l 防爆设计:配备爆破片泄压装置,可承受瞬时压力≥10 kPa
—— 工程实例 ——
—————————————————————————————————————————————————




 复制产品链接
复制产品链接
 长按图片保存/分享
长按图片保存/分享
询盘




