



废气直燃炉
废气直燃炉是一种通过高温氧化分解有机废气的设备,通常采用废气直接燃烧的方式。其工作原理是将有机废气加热到反应温度(通常为780-1100℃),使废气中的有机物氧化分解为二氧化碳和水等无害物质,适用于高浓度(>5000mg/m³)、间歇性或复杂成分废气处理。
 13921326188 13901534319
13921326188 13901534319
- 产品参数
13921326188 13901534319
—— 应用领域 ——
—————————————————————————————————————————————————
直燃式废气焚烧炉,适用于喷涂和烘干设备的废气处理,及石油化工、医药等行业散发的有害气体净化。对有机废气中含水溶性或粘性物质及高分子物质的气体净化更显示出其优点。
1.适用于机械、汽车、摩托车、家用电器、拖拉机等行业的喷漆、烘干(电泳漆烘干)中产生的有机溶剂混合气体的净化处理。
2.适用于化工厂、医药厂、涂装厂、合成树脂厂,胶片厂、有机化学工厂等企业生产过程中多余废气的净化处理。
3.适用于处理高温、小风量、中高浓度有机废气。可处理的有机溶剂包括苯、酮、酯、醇、醛、醚、烷烃及其混合物。
—— 工作原理 ——-
—————————————————————————————————————————————————
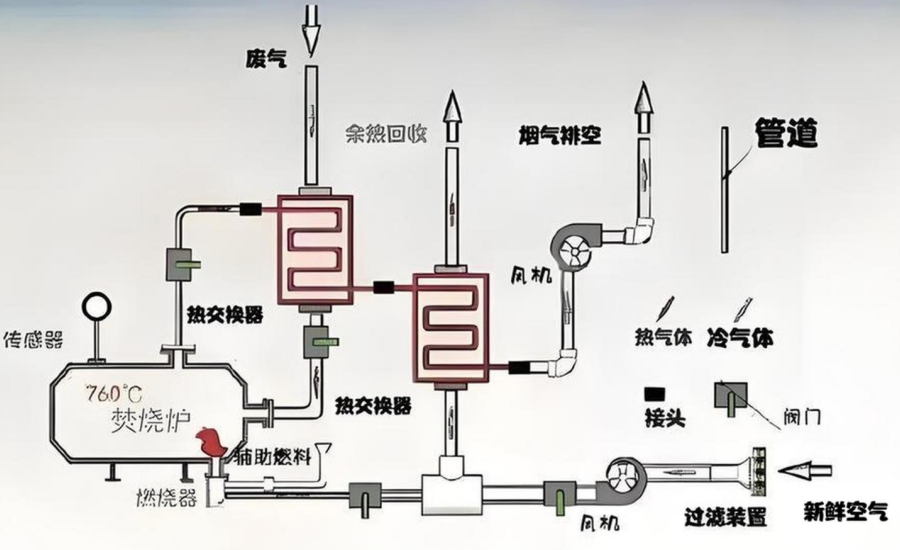
废气直燃炉通过高温氧化分解废气中的挥发性有机物(VOCs)和有害气体,核心流程分为预热、高温燃烧、余热回收、净化处理四阶段,结合智能控制实现高效净化与能源循环利用。尤其适合高浓度、成分复杂的工业废气治理,其快速启停和低维护特性在化工、涂装等领域具有难以替代性。

—— 工艺流程 ——
—————————————————————————————————————————————————
各行业废气成分复杂多样,针对不同的废气组分,需选择不同的焚烧工艺,大致可分为3大类。
Ø 小风量、低浓度废气:此类废气中多未检出硫化物、氮氧化物及卤代烃前驱体,燃烧氧化产物为CO2和H2O,无二次污染风险。从经济性角度考虑,多选用二级能量回收。
① 预处理与能量预回收:废气经管壳式换热器预热至300-500℃,利用焚烧后高温烟气余热实现初始升温,降低后续燃烧段燃料消耗。预热过程中设置过滤装置,去除颗粒物与油雾,避免换热器结垢。
② 高温氧化与热能转化:预热废气进入直燃式焚烧炉,在850-1100℃高温下完成VOCs彻底分解。焚烧产生的高温烟气分为两路回用:
路径A:通过换热器与原始废气进行热交换,实现能量预回收;
路径B:进入余热锅炉生产0.6-1.0MPa饱和蒸汽,或通过板式换热器制备80-95℃热水。
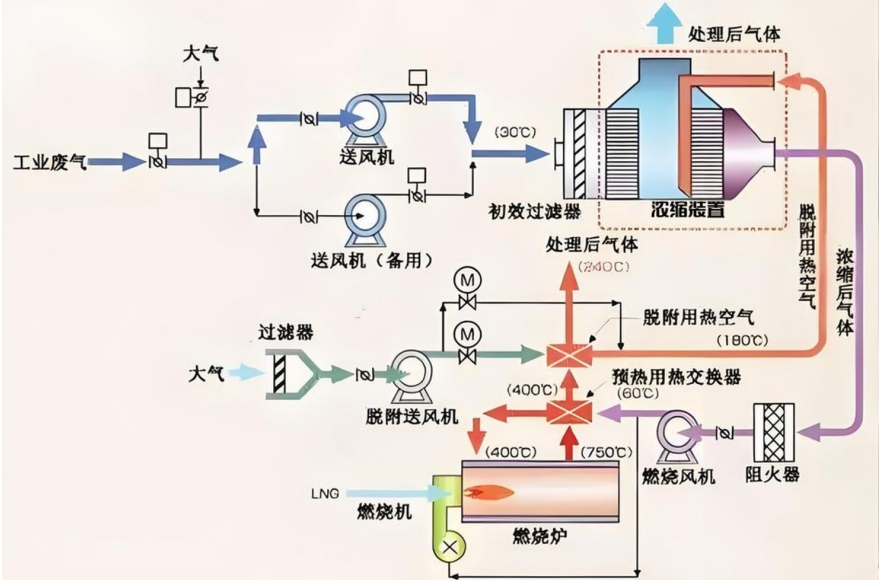
Ø 大风量、低浓度废气:此类废气多为汽车制造、包装印刷等连续生产行业。具有多个排放源,VOCs浓度较低,直接焚烧不经济。在进入直燃炉前,需先进行浓缩。
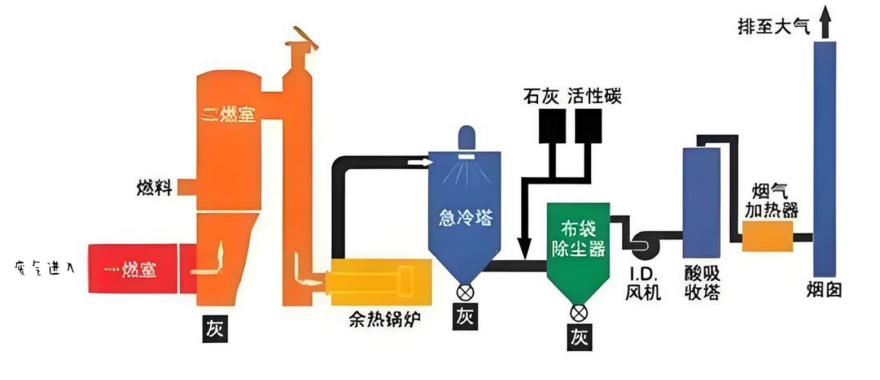
Ø 成分复杂性废气:此类废气多含硫(S)、氯(Cl)、氟(F)等卤素化合物,不可进行简单的焚烧排放,在焚烧过程中会产生二次污染物,需采用能量梯级利用与深度净化协同模式。
—— 设备优势 ——
—————————————————————————————————————————————————
1、高温氧化彻底
v 直燃式焚烧炉运行温度通常为780-1100℃,高温环境下有机物(如苯类、酯类、卤代烃)可完全分解为CO2和H2O,处理效率>99%。
2、适应性很强
v 浓度弹性:可处理浓度波动范围达20%-120%,适应间歇性或突发性排放。
v 组分兼容性:对含颗粒物、油雾、水溶性粘性物质的废气耐受性高,无需复杂预处理(仅需过滤至粒径<5μm)。
3、低投资与维护成本
v 结构简化:无催化剂、蓄热体等易损件,维护频率降低30%以上,年故障率<5%。
4、能源循环利用
v 热回收高效:集成壳管式换热器或余热锅炉,预热进气至300-500℃,系统整体热效率达40-70%。
能源自持:废气浓度≥3000mg/m³时,可依靠自供热运行(无需辅助燃料)。
—— 工程实例 ——
—————————————————————————————————————————————————




 复制产品链接
复制产品链接
 长按图片保存/分享
长按图片保存/分享
询盘




